Въведение
Досега,кръгово плетенеМашини са проектирани и произведени за масово производство на трикотажни платове. Специалните свойства на трикотажните платове, особено фините платове, изработени чрез кръгов плетачен процес, правят тези видове платове подходящи за приложение в облекло, промишлен текстил, медицински и ортопедични облекла,автомобилен текстил, чорапогащи, геотекстил и др. Най-важните области за дискусия в технологията за кръгло плетене са повишаването на производствената ефективност и подобряването на качеството на тъканите, както и новите тенденции в качественото облекло, медицинските приложения, електронните облекла, фините тъкани и др. Известни производствени компании са се стремили към разработки в кръглоплетачните машини, за да се разширят на нови пазари. Текстилните специалисти в плетачната индустрия трябва да са наясно, че тръбните и безшевните тъкани са изключително подходящи за различни приложения не само в текстила, но и в медицината, електрониката, селското стопанство, гражданското строителство и други области.
Принципи и класификация на кръглоплетачните машини
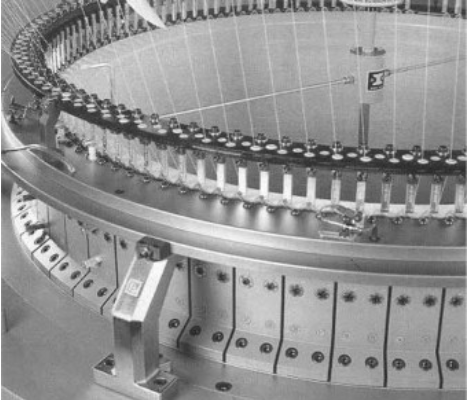
Има много видове кръглоплетачни машини, които произвеждат дълги тръбни платове, произведени за специфични крайни приложения.Машина за кръгло плетене с единичен джърсиса оборудвани с един „цилиндър“ от игли, който произвежда обикновени тъкани с диаметър около 30 инча. Производство на вълна наМашина за кръгло плетене с единичен джърсиима тенденция да бъде ограничена до 20-ти калибър или по-груба, тъй като тези калибри могат да използват двойно сгънати вълнени прежди. Цилиндричната система на машина за тръбно плетене с единичен джърси е показана на Фиг. 3.1. Друга присъща характеристика на вълнените тъкани с единичен джърси е, че краищата на плата са склонни да се извиват навътре. Това не е проблем, докато тъканта е в тръбна форма, но след като бъде разрязана, може да създаде трудности, ако тъканта не е завършена правилно. Машините с хавлиени бримки са основата за руно тъкани, които се произвеждат чрез плетене на две прежди в един и същ бод, една основна прежда и една бримка. Тези стърчащи бримки след това се изчеткват или повдигат по време на завършването, създавайки руно тъкан. Машините за плетене на ленти са машини за плетене на туби с единичен джърси, които са пригодени да улавят лентичка...стабилни фибриr в плетената структура.
Машини за плетене с двойно джърси(Фиг. 3.2) са машини за плетене с единичен джърси с „циферблат“, който помещава допълнителен комплект игли, разположени хоризонтално в съседство с вертикалните цилиндрични игли. Този допълнителен комплект игли позволява производството на тъкани, които са два пъти по-дебели от тези с единичен джърси. Типични примери включват структури на базата на интерлок за бельо/базов слой облекла и тъкани с ребро 1 × 1 за клинове и връхни дрехи. Могат да се използват много по-фини прежди, тъй като единичните прежди не представляват проблем за плетените платове с двоен джърси.
Техническият параметър е от основно значение за класификацията на кръглоплетачната машина с ликра джърси. Разстоянието между иглите е броят им на инч. Тази мерна единица се обозначава с главна буква „Е“.
Кръглоплетачните машини за джърси, предлагани сега от различни производители, се предлагат в широка гама от размери на дебелината на преждата. Например, машините с плоско легло се предлагат в размери на дебелината на преждата от E3 до E18, а кръглите машини с голям диаметър - от E4 до E36. Широката гама от дебелини на преждата отговаря на всички нужди на плетене. Очевидно е, че най-често срещаните модели са тези със средни размери на дебелината на преждата.
Този параметър описва размера на работната зона. При кръглоплетачна машина за джърси, ширината е работната дължина на леглата, измерена от първия до последния жлеб, и обикновено се изразява в сантиметри. При кръглоплетачна машина за джърси с ликра, ширината е диаметърът на леглото, измерен в инчове. Диаметърът се измерва на две противоположни игли. Кръглоплетачните машини с голям диаметър могат да имат ширина от 60 инча (152 см); най-често срещаната ширина обаче е 30 инча (76 см). Кръглоплетачните машини със среден диаметър са с ширина от около 15 инча (38 см), а моделите с малък диаметър са с ширина около 3 инча (76 см).
В технологията на плетачните машини, основната система е наборът от механични компоненти, които движат иглите и позволяват образуването на бримката. Производителността на машината се определя от броя на системите, които тя включва, тъй като всяка система съответства на повдигащо или спускащо движение на иглите и следователно на образуването на линия.
Движенията на системата се наричат гърбици или триъгълници (повдигане или спускане в зависимост от полученото движение на иглите). Системите на машините с плоско легло са разположени върху машинен компонент, наречен каретка. Каретката се плъзга напред и назад по леглото с възвратно-постъпателно движение. Моделите машини, предлагани в момента на пазара, разполагат с между една и осем системи, разпределени и комбинирани по различни начини (брой каретки и брой системи на каретка).
Кръглоплетачните машини се въртят в една посока, а различните системи са разпределени по обиколката на леглото. Чрез увеличаване на диаметъра на машината е възможно да се увеличи броят на системите и следователно броят на редовете, вмъквани на всяко завъртане.
Днес се предлагат големи кръглоплетачни машини с различни диаметри и системи на инч. Например, прости конструкции като джърси бод могат да имат до 180 системи; броят на системите, вградени в кръгли машини с голям диаметър, обаче обикновено варира от 42 до 84.
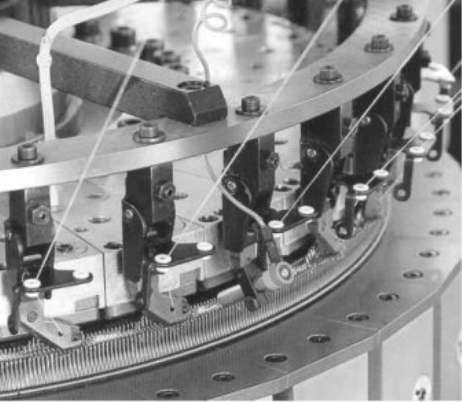
Преждата, подавана към иглите, за да се оформи плата, трябва да се транспортира по предварително определен път от макарата до зоната на плетене. Различните движения по този път насочват преждата (водачи на конеца), регулират опъването на преждата (устройства за опъване на преждата) и проверяват за евентуални скъсвания на преждата.
Преждата се сваля от макарата, разположена на специален държач, наречен кошница (ако е поставена до машината) или решетка (ако е поставена над нея). След това преждата се насочва в зоната за плетене през водача за конеца, който обикновено е малка пластина със стоманена капсичка за задържане на преждата. За да се получат специфични дизайни, като интарзия и ванише ефекти, машините за текстилни кръгове са оборудвани със специални водачи за конеца.
Технология за плетене на чорапи
В продължение на векове производството на чорапи е било основна грижа на плетачната индустрия. Прототипите на машини за основно, кръгло, плоско и пълноформено плетене са били замислени за плетене на чорапи; производството на чорапи обаче е съсредоточено почти изключително върху използването на кръгли машини с малък диаметър. Терминът „чорапи“ се използва за дрехи, които покриват главно долните крайници: крака и стъпала. Има фини изделия, изработени отмногофиламентни преждина плетачни машини с 24 до 40 игли на 25,4 мм, като например фини дамски чорапи и чорапогащи, и груби изделия, изработени от предени прежди, на плетачни машини с 5 до 24 игли на 25,4 мм, като например чорапи, чорапи до коляното и груби чорапогащи.
Дамските фино плетени безшевни платове се плетат в гладка структура на едноцилиндрови машини с притискащи платини. Мъжки, дамски и детски чорапи с ребрена или обърната структура се плетат на двуцилиндрови машини с реципрочно разположени пета и пръсти, които са затворени чрез свързване. На типична машинна спецификация с диаметър 4 инча и 168 игли може да се произведе или чорап с дължина над прасеца, или чорап с дължина над прасеца. Понастоящем повечето безшевни чорапогащи се произвеждат на кръглоплетачни машини с малък диаметър, предимно между E3.5 и E5.0 или стъпка между иглите между 76.2 и 147 мм.
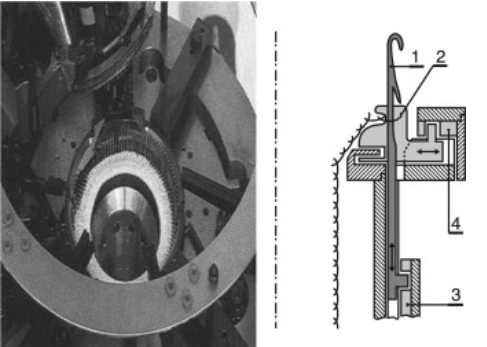
Спортните и ежедневни чорапи с обикновена основа обикновено се плетат на едноцилиндрови машини с притискащи платини. По-официалните прости ребрени чорапи могат да се плетат на цилиндрични и двуребрени машини, наречени „машини с истинско ребро“. Фигура 3.3 представя системата с набиране и плетачните елементи на машините с истинско ребро.
Време на публикуване: 04 февруари 2023 г.